本文聚焦于金属切削加工中常见的螺纹车削技术,详细介绍了螺纹加工的基本知识、刀片类型及夹持方案、进刀方法、改进加工结果的方法以及应用技巧等内容,为相关从业者提供了全面且实用的技术参考。
在金属切削加工领域,加工螺纹的方法多种多样,其中车削、铣削、攻丝等都是较为常见的方式。而今天,我们将重点探讨生产中最为普遍的螺纹车削技术,为大家深入分享其中的重要知识。
一、螺纹加工重要基本知识
1. 术语定义

在螺纹结构中,存在几个关键的部位,分别是牙底、牙侧和牙顶。
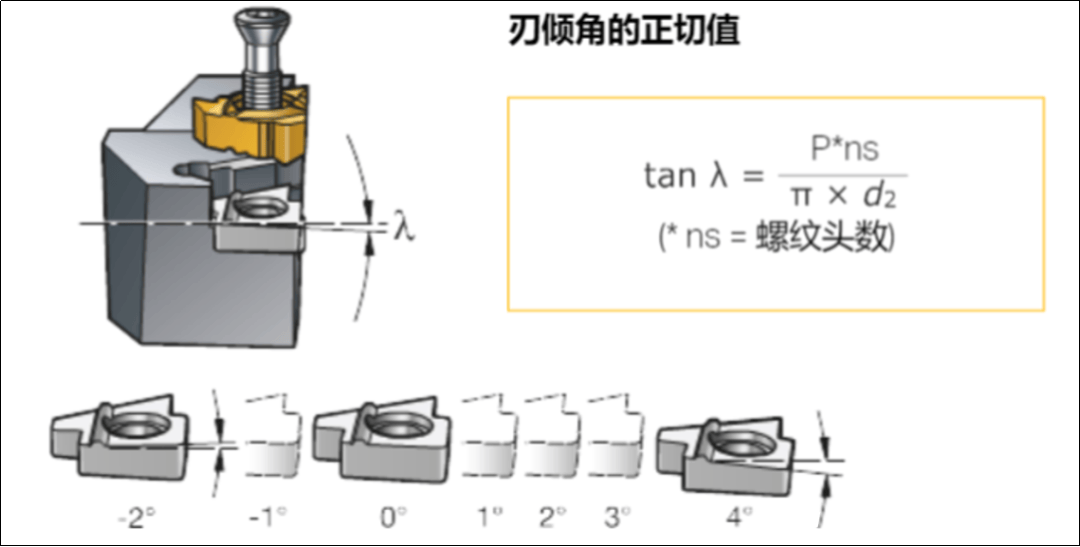
螺旋升角:
螺旋升角的大小主要取决于螺纹的直径和螺距。在实际操作中,我们可以通过更换刀垫来调整刀片的牙侧后角。通常情况下,刃倾角用γ表示,其中最常见的刃倾角为1°,这对应的是刀柄中的标准刀垫。
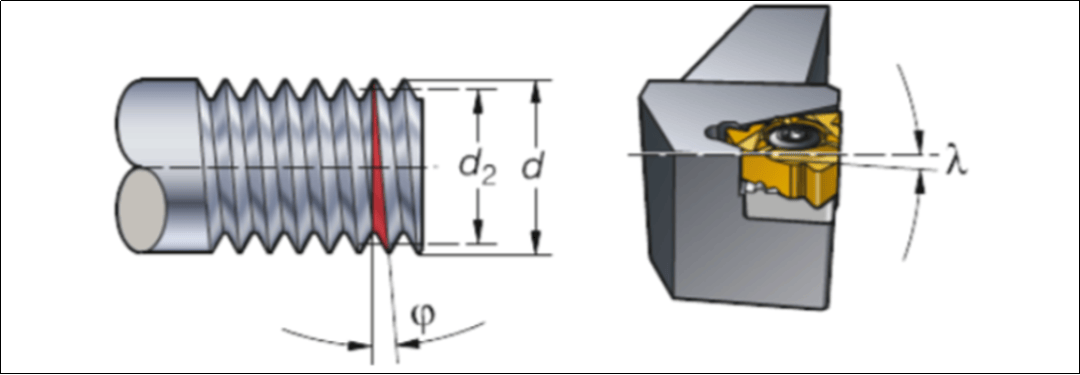
倾斜刀片以获得间隙:
我们可以在刀柄中的刀片下方利用刀垫来设置刃倾角。在选择刀垫时,可以参考刀具样本中的图表。需要注意的是,所有刀柄都配备了刃倾角设置为1°的标准刀垫。
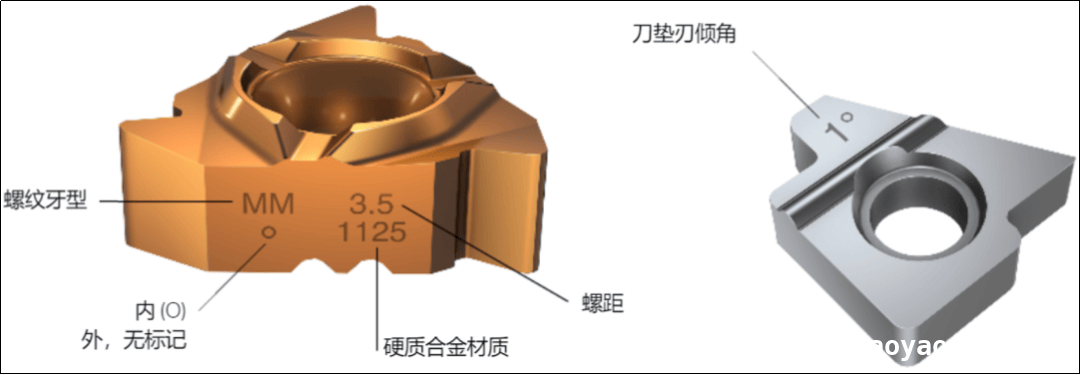
螺纹加工刀片和刀垫的标记:
二、螺纹刀片类型及夹持方案
1. 多牙型刀片

优点:
多牙型刀片在螺纹加工中具有显著优势,它能够更好地控制螺纹形状,并且在加工过程中产生的毛刺更少。
缺点:
然而,多牙型刀片也存在一定的局限性,即一种刀片只能切削一种螺距。
3. V牙型刀片
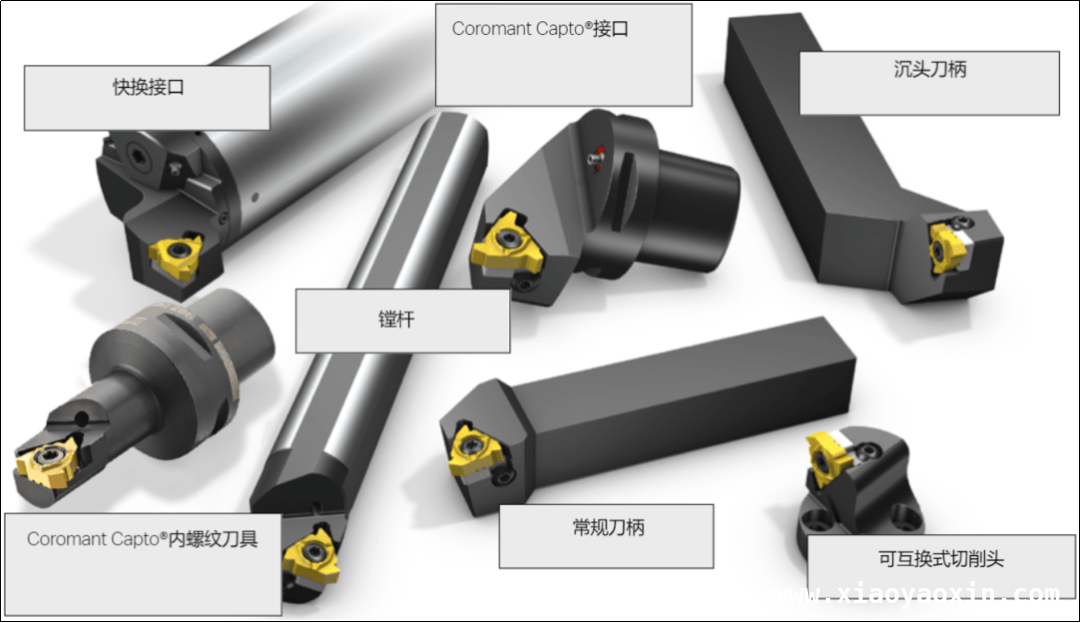
各式各样的刀柄:
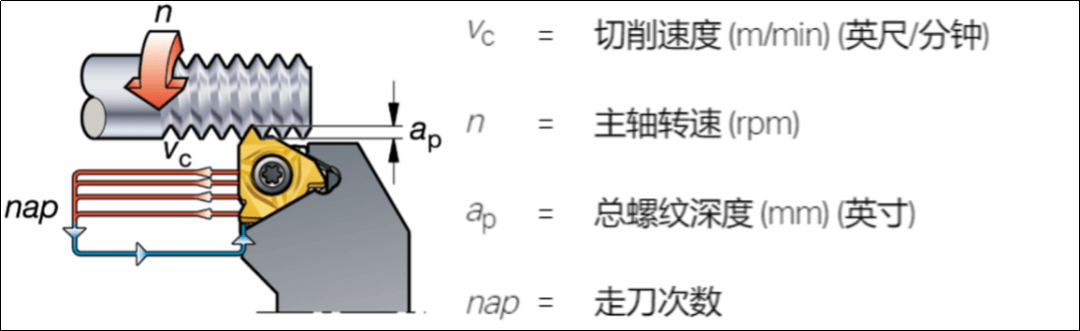
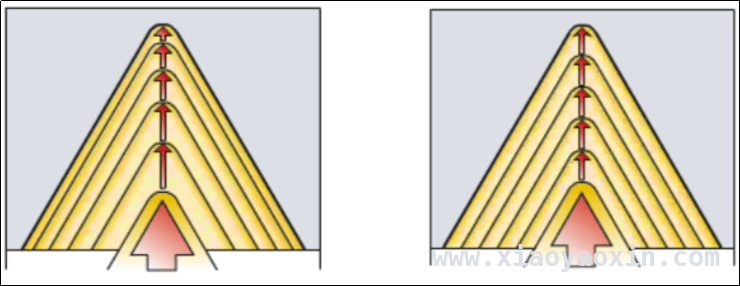
2. 径向进刀
径向进刀是最常用的方法,也是较早的非数控车床能够使用的唯一方法。
这种进刀方法会产生坚硬的“V”形切屑,同时刀片的磨损较为均匀。不过,由于刀片座暴露于高温下,这在一定程度上限制了进刀深度。它比较适合加工细牙螺纹,而在加工粗牙螺纹时可能会产生振动,并且切屑控制效果较差。对于加工硬化材料,径向进刀是首选的方法。

四、改进加工结果的方法
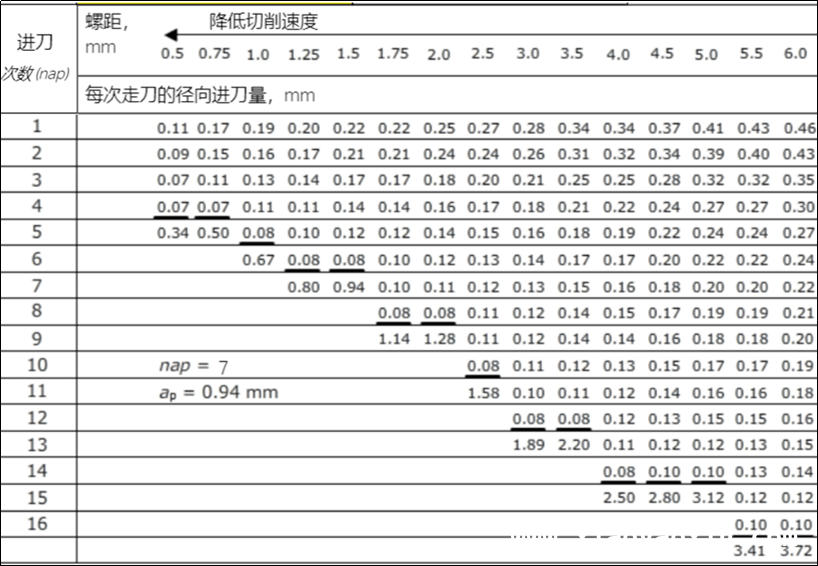
外螺纹进刀值推荐(ISO公制):
五、螺纹车削应用技巧成功
以下是一系列螺纹车削的应用技巧:
1)在进行螺纹车削前,要仔细检查工件直径是否有正确的加工余量,并且增加0.14mm作为牙顶余量。
2)在机床中精确定位刀具,确保加工的准确性。
3)检查切削刃相对于中径的设置,保证螺纹的精度。
4)确保使用正确的刀片槽型(A、F或C ),以适应不同的加工需求。
5)通过选择适当的刀垫确保足够大且均匀的间隙(刀片—倾斜刀垫),从而获得正确的牙侧间隙。
6)如果螺纹不合格,则需要检查包括机床在内的整个装夹,排查问题所在。
7)检查螺纹车削可用的数控程序,保证程序的正确性。
8)优化进刀方法、走刀次数和尺寸,提高加工效率和质量。
9)确保正确的切削速度以满足应用要求,避免因速度不当影响加工效果。
10)如果工件螺纹的螺距错误,则要检查机床螺距是否正确。
11)在切入工件之前,建议刀具应以3倍螺距的最小距离开始,保证加工的平稳性。
12)高精度冷却液能够延长刀具寿命并改善切屑控制,提高加工的整体性能。
13)快换系统可确保简单快速的装夹,节省加工时间。
为螺纹车削工序选择刀具时,应考虑以下因素:
检查悬伸和所需的任何间隙(例如台肩、副主轴等),确保刀具能够正常工作。
最大限度地减少刀具悬伸以实现快速装夹,提高加工效率。
对于刚性差装夹,选择切削力更小的刀片,保证加工的稳定性。
高精度冷却液能够延长刀具寿命并改善切削控制,降低加工成本。
使用即插即用冷却液接杆可轻松接通冷却液,提高操作的便捷性。
为了确保生产率和刀具寿命,首选多牙型刀片,次要选择为单刃全牙型刀片,生产率最低,刀具寿命最短的选择是V牙型刀片。
刀片磨损和刀具寿命:
进刀方法对刀片磨损和刀具寿命有重要影响,需要优化进刀方法、走刀次数和深度。
刀片倾角方面,要确保足够大且均匀的间隙(刀片—倾斜刀垫)。
刀片槽型要确保使用正确的刀片槽型(A、F或C槽型)。
刀片材质需根据材料和韧性要求选择正确的材质。
切削参数方面,必要时,改变切削速度和走刀次数。
本文全面介绍了金属螺纹车削的相关知识,涵盖了螺纹加工的基本知识、刀片类型及夹持方案、进刀方法、改进加工结果的方法以及应用技巧等内容。通过对这些知识的了解和掌握,相关从业者能够更好地进行螺纹车削加工,提高加工效率和质量,同时延长刀具寿命,降低加工成本。
原创文章,作者:六合柯慧,如若转载,请注明出处:https://www.xiaoyaoxin.com/archives/2314.html